Tungsten electrodes produced by CTIA GROUP are used as non-consumable electrodes in high-precision welding processes such as tungsten inert gas welding (TIG welding) and plasma welding. Their performance plays an important role in arc stability and weld quality. In order to facilitate the identification and selection of different types of tungsten electrodes, color coding is commonly used to mark the electrode tips. The color can intuitively reflect the type and doping proportion of rare earth elements contained in the electrode, thus providing a reference for welders in selecting the appropriate welding process.
CTIA GROUP and its parent company, CHINATUNGSTEN ONLINE, have been dedicated to the tungsten-molybdenum products industry for nearly 30 years. They specialize in providing flexible, customized global services for tungsten-molybdenum products, designing, manufacturing, and precisely processing various standard specifications, grades, and dimensional precision according to customer requirements, suitable for a wide range of applications. For more information on tungsten electrodes, please visit the website: http://www.tungsten.com.cn/tungsten-electrodes.html. If you require tungsten electrodes, please contact CTIA GROUP: sales@chinatungsten.com, 0592-5129595.

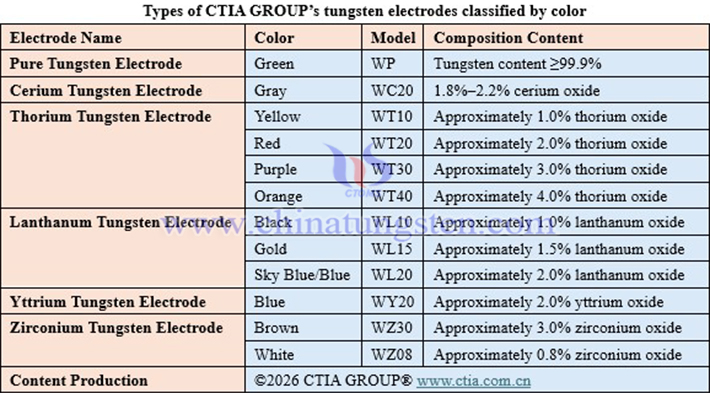
I. Pure Tungsten Electrode
The tip color of the CTIA GROUP’s pure tungsten electrode is green, with the model designation WP, and a tungsten content as high as 99.9%, containing no other doping elements. It is not easy to melt or volatilize under high-temperature arc, and tip contamination is relatively low. Due to its relatively high electron work function, the arc can remain stable, but the overall arc stability is at an average level, and the electrode burn-off rate is relatively high.
Pure tungsten electrodes are mainly used for AC welding, suitable for materials such as aluminum alloys and magnesium alloys. During AC welding, the electrode tip will form a stable hemispherical molten ball, thereby maintaining arc stability. Compared to tungsten electrodes containing rare earth elements, its current carrying capacity is lower, so it is generally not suitable for DC welding. The cost is relatively low, making it a common choice for economical AC welding materials.

II. Cerium Tungsten Electrode
The tip color of the CTIA GROUP’s cerium tungsten electrode is gray, with the model designation WC20. It is made by adding approximately 1.8% to 2.2% cerium oxide to a tungsten matrix, and contains no radioactive components. This electrode has low arc starting voltage, good arc stability at low currents, long electrode life, and stable comprehensive performance.
Cerium tungsten electrodes are general-purpose electrodes, suitable for DC or AC welding of materials such as carbon steel, stainless steel, nickel alloys, and titanium alloys. Under low-current DC welding conditions, its arc starting performance is particularly excellent, with good arc stability, making it especially suitable for pipelines, thin plates, and precision component welding. Due to its balanced performance, this electrode is widely used in precision welding and thin plate welding.
III. Thorium Tungsten Electrode
According to different doping ratios of thorium oxide, thorium tungsten electrodes use different tip color codes. The thorium oxide content in thorium tungsten electrodes is generally in the range of 0.8% to 4.4%, with certain radioactive characteristics. The thorium tungsten electrode with a thorium oxide content of approximately 1.0% has a yellow tip color, model designation WT10; the thorium tungsten electrode with a thorium oxide content of approximately 2.0% has a red tip color, model designation WT20; the thorium tungsten electrode with a thorium oxide content of approximately 3.0% has a purple tip color, model designation WT30; the thorium tungsten electrode with a thorium oxide content of approximately 4.0% has an orange tip color, model designation WT40.
The CTIA GROUP’s thorium tungsten electrodes have good electron emission capability, good arc starting performance, high arc stability, perform relatively stably under high-current DC welding conditions, and have a relatively low electrode burn-off rate. In the past, they were widely used for DC welding of materials such as carbon steel, stainless steel, nickel alloys, copper, and titanium, suitable for relatively high current working conditions. However, due to the presence of radioactive thorium oxide, their application scope is gradually being replaced by non-radioactive rare earth tungsten electrodes. They still have certain applications in some scenarios with high requirements for arc starting performance.

IV. Lanthanum Tungsten Electrode
Depending on the amount of lanthanum oxide added, the tip colors of lanthanum tungsten electrodes vary. The lanthanum tungsten electrode with a lanthanum oxide content of approximately 0.8% to 1.2% has a black tip color, model designation WL10, which is a lower doping type suitable for general welding work, suitable for occasions where arc stability requirements are not particularly high, with convenient operation and stable arc performance.
The lanthanum tungsten electrode with a lanthanum oxide content of approximately 1.3% to 1.7% has a gold tip color, model designation WL15. It has excellent arc starting performance, low burn-off rate, and long service life, suitable for welding of materials such as carbon steel, stainless steel, aluminum alloys, nickel alloys, and copper alloys, with stable arc and suitable for both AC and DC welding.
The lanthanum tungsten electrode with a lanthanum oxide content of approximately 1.8% to 2.2% has a sky blue or dark blue tip color, model designation WL20. Its performance is similar to WL15, but due to the higher lanthanum oxide doping content, it exhibits stronger ablation resistance and longer service life under harsh working conditions such as high current or continuous welding, making it suitable for welding applications in industries such as pressure vessels, pipelines, and precision structural components.
V. Yttrium Tungsten Electrode
The tip color of the CTIA GROUP’s yttrium tungsten electrode is blue, with model designation WY20. It is made by adding approximately 2.0% yttrium oxide to a tungsten matrix, contains no radioactive components, and has good high-temperature stability and arc concentration. It is mainly suitable for welding of materials such as stainless steel and high-temperature alloys, and also has applications in some special welding scenarios with high requirements for arc stability.
VI. Zirconium Tungsten Electrode
Depending on the amount of zirconium oxide added, the tip colors of zirconium tungsten electrodes vary. The zirconium tungsten electrode with a zirconium oxide content of approximately 0.8% has a white tip color, model designation WZ08. It has good arc stability, easily forms a regular spherical tip, and has relatively strong overall contamination resistance, suitable for welding of aluminum and magnesium alloys under AC welding conditions.
The zirconium tungsten electrode with a zirconium oxide content of approximately 3.0% has a brown tip color, model designation WZ30. It exhibits good arc stability and contamination resistance in AC welding, and also easily forms a stable spherical tip structure, suitable for AC welding of materials such as aluminum alloys and magnesium alloys with high welding quality requirements.
The CTIA GROUP’s zirconium tungsten electrodes contain no radioactive components, are mainly suitable for AC welding conditions, and are generally not recommended for DC welding.



